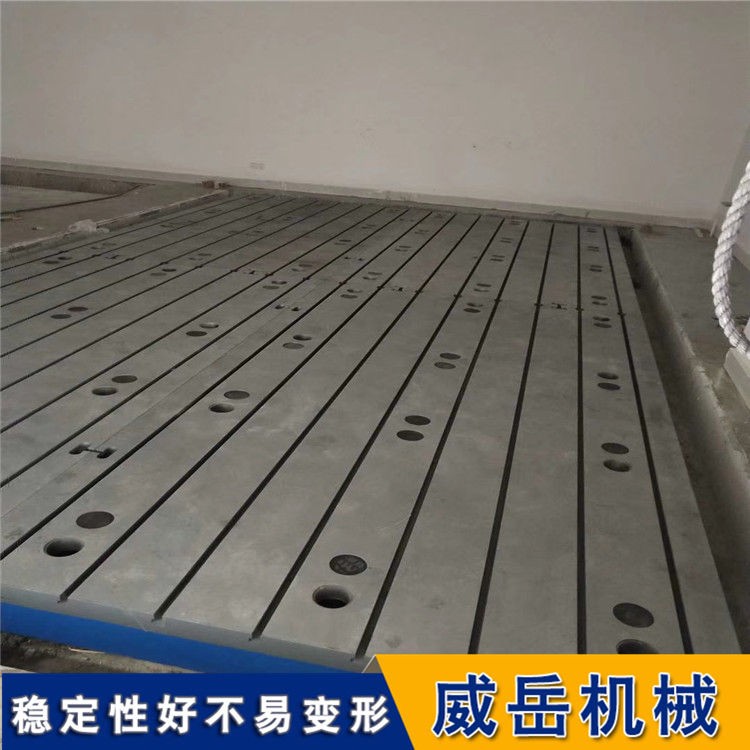
其實(shí)鑄鐵裝配平臺精度的要求沒有檢驗(yàn)平臺和劃線平臺那么高,它主要用于動力機(jī)械設(shè)備、船舶機(jī)械等的裝配以及調(diào)試工作,一般的裝配平臺表面會帶有T型槽,可以用來固定機(jī)械設(shè)備、機(jī)械部件等,方便裝配。裝配平臺還可以拼接使用,對于比較大型的機(jī)械設(shè)備裝配,當(dāng)一塊裝配平臺不能承擔(dān)裝配工作的時(shí)候,就可以將對塊裝配平臺拼接起來使用了。
裝配平臺的精度等級遵循一般鑄鐵平臺的精度劃分要求,按 標(biāo)準(zhǔn)計(jì)量檢定規(guī)程執(zhí)行,分別為0、1、2、3四個(gè)等級。規(guī)格方面,有大多數(shù)鑄鐵平臺的通用規(guī)格。
裝配平臺通常采用強(qiáng)度較高的鑄鐵作為材質(zhì),因此裝配平臺還被叫做鑄鐵裝配平臺或者裝配鑄鐵平臺。由于裝配平臺用于動力機(jī)械設(shè)備等的裝配,因此裝配平臺磨損速度要比鑄鐵檢驗(yàn)平臺和鑄鐵劃線平臺快的多,那么裝配平臺的能在 程度上決定著它的使用壽命。
裝配平板/鑄鐵平板制造廠家選擇:正規(guī)品牌的三維柔性組合工裝夾具制造廠家,會選擇的品牌鑄造廠供應(yīng)商,鑄造的裝配平板/鑄鐵平板面板厚度保證,鑄鐵裝配平臺表面硬度的測試方法是按鑄鐵平臺剛度測試裝置在被測鑄鐵平臺工作面上裝好測試裝置,在不加砝碼時(shí),將比較儀的測頭與工作面相接觸(為使測量準(zhǔn)確,可在測頭與工作面之間放一塊薄的量塊)并記下讀數(shù)。裝配平臺的塑性與韌性的提高,金屬熱處理是機(jī)械制造中的重要工藝環(huán)節(jié),焊接平臺與其它加工工藝相比,熱處理一般不改變工件的形狀和整體的化學(xué)成分,而是通過改變工件內(nèi)部的顯微組織,或改變鑄鐵平板表面的化學(xué)成分,賦予或改工件的使用性能。
鑄鐵裝配平臺分為三個(gè)階段:外表的加工質(zhì)量要求較高,分為粗加工、半精加工和精加工。加工質(zhì)量為主,有利于設(shè)備的合理使用,便于組織熱處理工藝,并發(fā)現(xiàn)坯料缺點(diǎn)等。
裝配平臺前后孔:箱體、支架、連桿等零件應(yīng)先加工平面后加工孔。使加工孔經(jīng)過平面定位,平面與孔的方位精度,方便了平面加工。
焊接精度,鑄鐵平臺別離進(jìn)行了粗精加工。生鐵平臺粗加工削量大,工件受到的切削力大、夾緊力大、發(fā)熱量多、加工外表有顯著的加工硬化現(xiàn)象,工件內(nèi)部存在較大的內(nèi)應(yīng)力,粗加工接連進(jìn)行時(shí),精加工后的零件精度因應(yīng)力的再散布而喪失。對一些加工精度的零件。在粗加工后及精加工前,應(yīng)組織低溫退火及時(shí)效處理工序內(nèi)應(yīng)力。
信息編號:20250315885 weiyue1122發(fā)布
2025-03-24 11:15:45
- 位置
- 企業(yè)屬性
- 產(chǎn)品供應(yīng)類型
小技巧:聯(lián)系說來自地一眼-地質(zhì)資源信息綜合服務(wù)平臺,“地質(zhì)勘探+互聯(lián)網(wǎng)”將會獲得更好的效果
付麗馨 河北省滄州市任丘市
13231713280 (查詢中... 0條發(fā)帖記錄)
QQ:2705194881
微信:a13231713280